

高熔点金属材料的增材制造(3D打印)方法在航空航天和生物医学领域中已经得到了广泛的应用,能以中等产量生产高价值且几何形状复杂的部件,但操作可靠性尚未达到最佳。其应用所面临的一个障碍是理解在光束加热粉末的熔化逐层堆积过程中所发生的现象。例如在仅几个颗粒厚的粉末层中的能量吸收问题。为了解决在打印过程中随机生成的缺陷、可重复地生产高质量部件,迫切需要了解和控制激光工艺参数与复杂的粉末和熔池动力学之间的相互依赖性。
近日,美国劳伦斯·利弗莫尔国家实验室的Saad A. Khairallah和赖特-帕特森空军基地空军研究实验室等研究人员在《Science》上报道了一项在金属3D打印过程中粉末动力学与不锈钢中缺陷形成关系的研究。对于金属3D打印过程中液滴或粉末颗粒从熔池中排出所形成的“飞溅”,作者使用粉末动力学与原位X射线同步加速器观测相结合,观察高分辨率打印过程中的飞溅事件,并将其与热力学和流体动力学模型耦合,还对“预烧结”粉末床进行建模,以研究金属3D打印过程中粉末颗粒尺度的能量吸收现象。
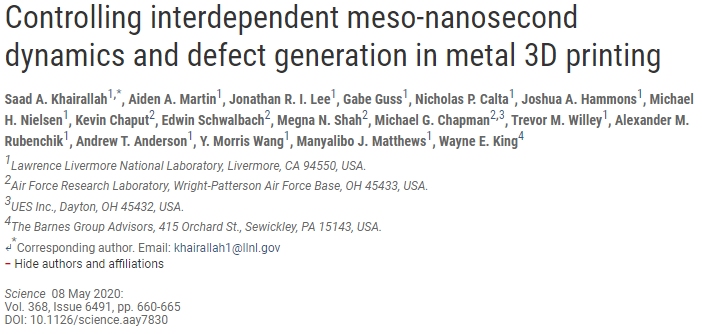
金属3D打印需要高能激光束或电子束熔化粉末颗粒,这会使得颗粒移动。需要使用X射线成像和建模来了解粒子运动与射束能量的关系。在粉末床打印中,电子或激光束按预先设计的图案重复地点熔可以形成金属层。通常需要连续调整打印工艺参数,以在打印部件的区域获得所需的材料结构。在宏观层面上,必须调整激光器的功率,光束形状,扫描速度,脉冲持续时间以及扫描模式,以实现良好的局部熔化条件。在熔化处附近,激光束对粉末和打印基材的强烈加热会产生蒸汽羽流,这些蒸汽羽流会导致颗粒“弹出”,远离加热区域。
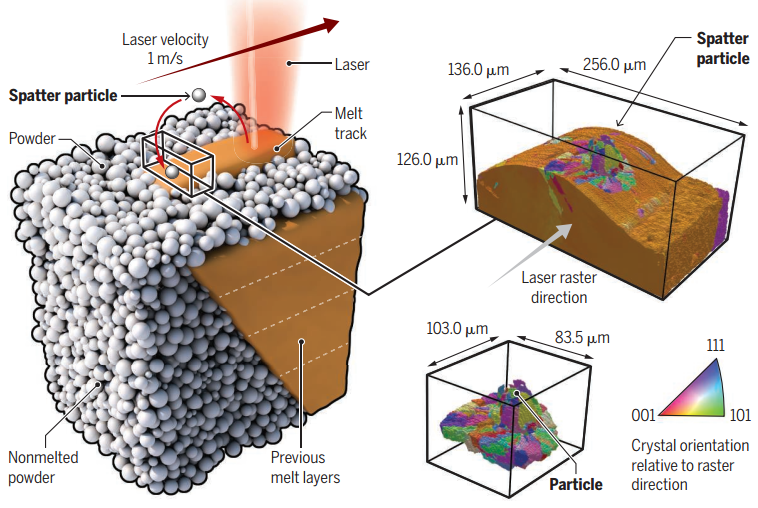
粉末以预烧结状态初始化,防止由于负电荷在粉末上积累引起的静电排斥使粉末运动。入射激光以100%的功率到达粉末床表面,并在反射时损失能量。在低功率(92 W)下,激光通过多次反射穿透粉末有效地沉积能量。因此在低功率下,相对于没有粉末的平板,粉末的存在可以提高激光吸收率。但是随着功率接近200 W,吸收率数据的重叠表明粉末的作用降低。在高功率(365 W)下,光束中心在熔池的顶部,激光集中在凹陷内,激光与粉末的相互作用变得不那么明显。
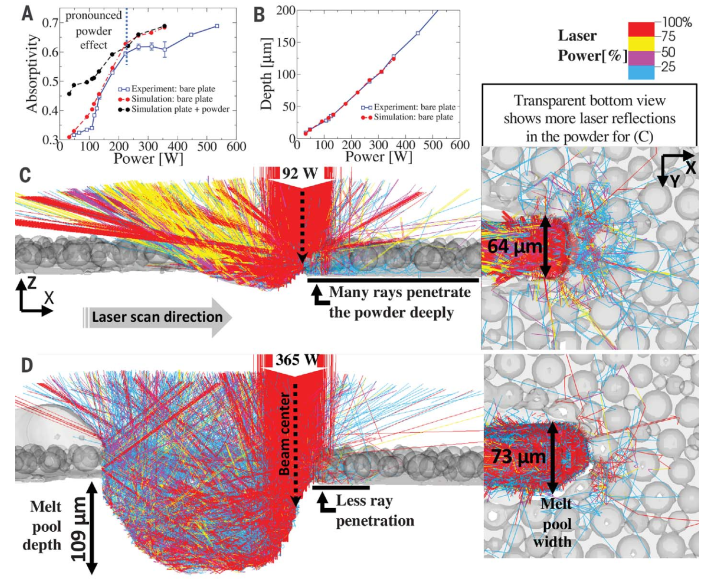
较高功率(300W)的激光使悬浮在粉末床上方的颗粒团簇表面沸腾形成熔融球体,并将其加速逐出激光扫描路径。较低功率(150W)的激光仅能使颗粒团簇上表面沸腾,并在后坐力作用下将其压入熔池中,使熔池深度降低90%。由于传递的热量较少,偏离中心的团簇无法完全熔化,因此该团簇在111μm的高度处部分突出,这可能会造成散粉不均匀并降低制造质量。当排出的颗粒团簇落在激光扫描路径上时,团簇破裂产生四个新飞溅位点。在未烧结的粉末床上,熔融的飞溅物可能会与疏松的粉末颗粒聚结并形成较大的团簇,此过程可能会重复进行。
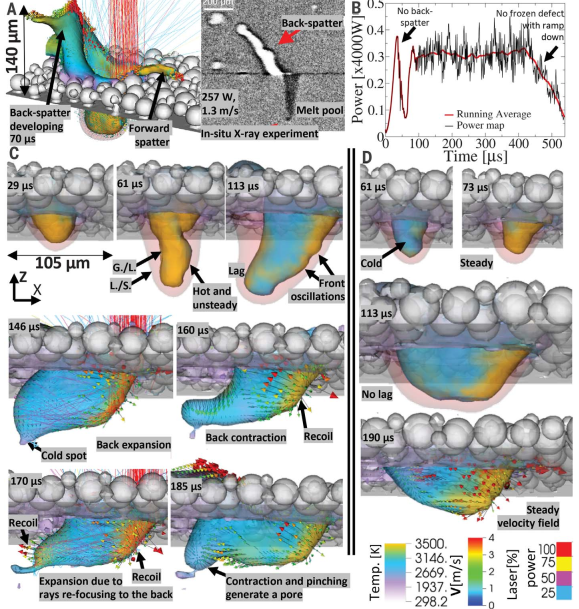
激光功率大而短暂的变化会产生巨大的蒸气后坐力。当激光开始移动时,光束前后会产生很大的压差引起超大尺寸(~200μm)的后向飞溅。当以132 W的恒定功率进行扫描时没有产生后向飞溅,但是激光移动速度(1m/s)接近临界极限,这导致了更热,更不稳定,更深的熔池。并且由于气液界面处的温差大,在起始处会形成孔隙。在终点处功率图显示的功率下降使凹陷处保持液态,这给了表面张力时间使表面变得光滑。激光突然关闭导致的快速冷却生成了一个43um的冷冻凹陷。

作者开发了一个宏观模型,可以根据激光功率和激光扫描速度绘制粉末驱逐状态。这种对物理学的发展可以解决在金属3D打印过程中发生的复杂现象。这样的理解还可以帮助设计出专门针对金属3D打印的新型合金,从而拓展目前有限的可打印金属材料。
全文链接:
