本手册仅作气凝胶绝热毡的推荐施工工艺,实际施工时应根据现场的实际施工对象、条件、工艺、环境进行调整。
1.施工的准备和要求
1.1 施工前的准备
气凝胶绝热毡应该储藏在干净、干燥和有防护设施的环境下。如果材料只能放在户外环境下,应选择地势较高处,下垫不小于 200mm 的垫层或托板、托架,并用防水布或者是塑料布将它完全盖严。尽管气凝胶绝热毡有很好的疏水性,但是储藏气凝胶绝热毡及其制品必须采取防雨雪措施。
施工前的注意事项:
- 需要绝热的设备、管道及其附件必须进行压力强度试验、严密性试验及防腐工程后才能进行绝热施工。
- 在有防腐、衬里的工业设备及管道上焊接绝热层的固定件时,焊接及焊后热处理必须在防腐、衬里和试压之前进行。
- 确保所有需要进行绝热的管道和设备表面的洁净和干燥。
- 绝热工程施工前应对气凝胶绝热毡及其制品的质量情况进行核查,确保气凝胶绝热毡及其制品本身干净、干燥、绝热性能良好。
- 绝热工程施工人员应配备完善的劳动保护用品。
- 应配备绝热层、防潮层、保护层和预制品加工的施工工具。
- 施工场地应设置临时供水、供电等设施,道路应通畅,应有合适的加工场地,施工机具应匹配合理。
- 绝热层、防潮层、保护层材料及其制品所使用的辅助材料应准备齐全。
- 确认管径、管道长度及需要敷设的气凝胶绝热毡的层数。
1.2 安全防护
- 气凝胶产品绿色环保、安全无害。虽然在运输、施工过程中会有粉尘出现,但这些粉尘的粒径远大于 15微米,而且气凝胶是属于无定形二氧化硅结构,它不具有晶型结构,因此不会危害人体健康。我们建议施工人员佩戴防尘口罩、防尘帽和手套(如有条件可穿戴连体工作服),这样能减少气凝胶粉末粘在身上时带来的“干燥感”。有风时还应佩戴防风眼罩,如不慎入眼,应立即用清水冲洗。
- 施工完毕或告一段落时,应将工具及场地清理干净。
- 临时支撑应在固定构件安装完毕后方可拆除。
- 拧紧绑扎铁丝时,不得用力过猛,并应将铁丝头压平。
- 在地沟内安装绝热工程时,应预先检测沟内气体,确认无毒或无窒息气体后,方可进入。沟内不得有影响安全的物体或设施,并应有合格的照明。
1.3 工作场地划分
为了绝热施工能高效的进行,我们建议独立设置一个裁剪区。在裁剪区内将气凝胶绝热毡裁剪
成施工所需的尺寸,裁剪后的尺寸要便于施工。裁剪区的设置应注意以下几点:
- 裁剪区应该有一些防护设施,防止材料损坏。
- 裁剪区应设置一张长宽合适的裁剪台或裁剪板,并准备一个放置材料的支架。
- 裁剪时应用一根强度合适的管材穿过整卷气凝胶绝热毡,放置于支架上。然后将绝热材料平铺在支架前面的裁剪台上,按施工要求的尺寸,参考 1.4 节中表 1 选择工具进行裁剪。
- 裁剪好的材料建议使用塑料布包好或盖好,便于运到施工区。
1.4 裁剪工具
推荐使用:FRA-G600、FRA-P350、FRA-C1100
2. 施工工艺
2.1 管道——单层气凝胶绝热毡的保温施工
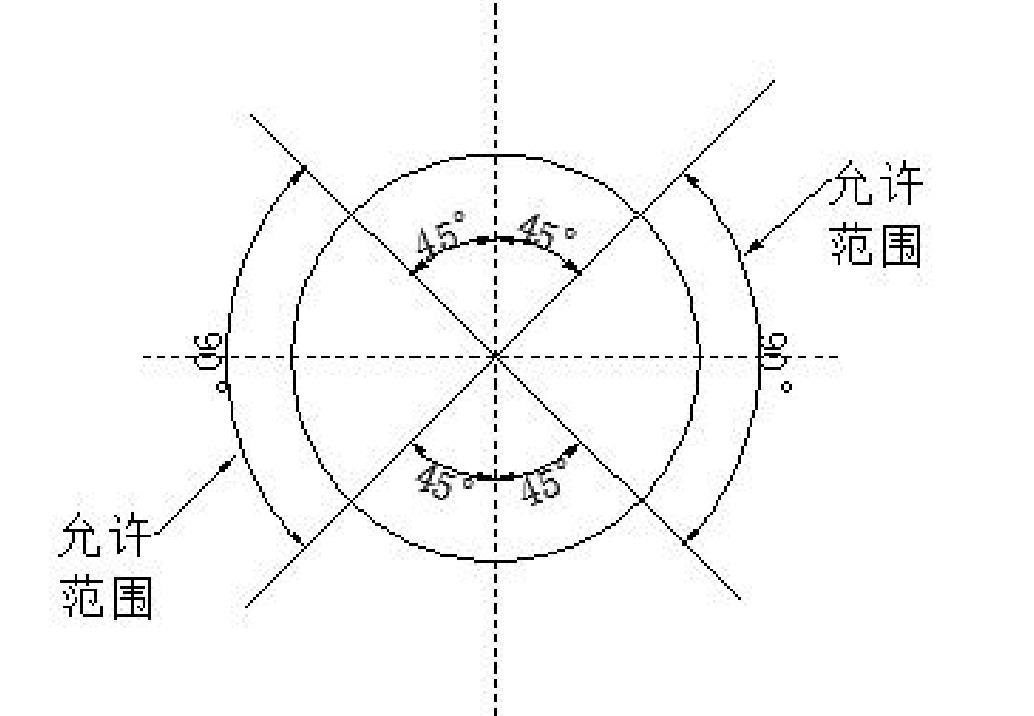
1) 敷设的每段气凝胶绝热毡的搭缝位置不得布置在管道垂直中心线 45°范围内。
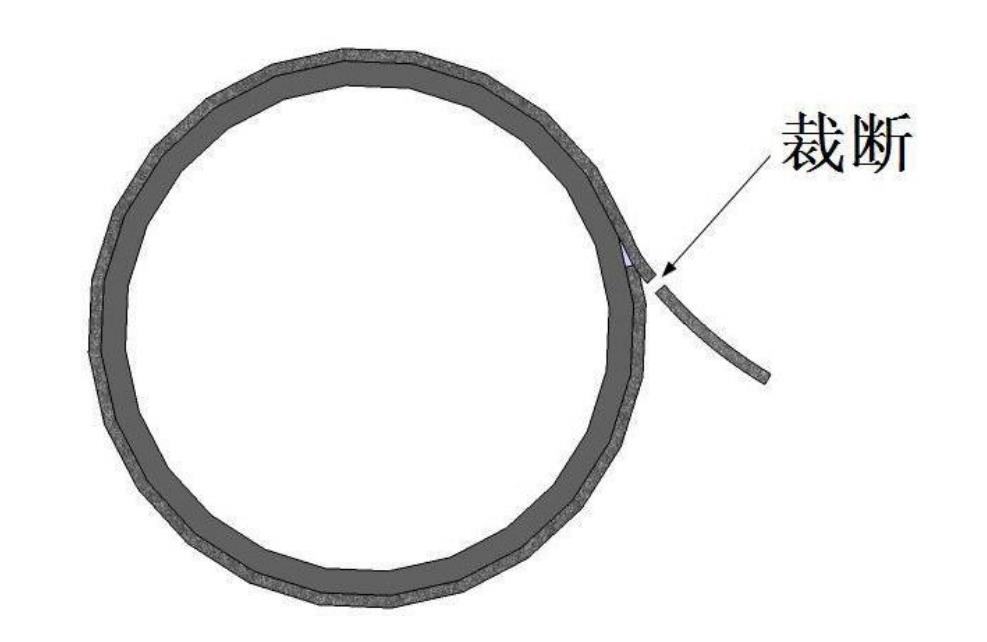
2) 将气凝胶绝热毡裁剪成敷设一圈所需的长度。裁剪长度可通过使用条状的气凝胶绝热毡直接包裹测量的方式确定,材料沿管道方向的搭接尺寸为 10~20mm。
3) 将裁剪好的气凝胶绝热毡紧贴管道敷设,先将起始端用镀锌铁丝(Φ0.5mm 或Φ1mm)或高温胶带固定住,再将气凝胶绝热毡另一端以同样方法固定在管道上。
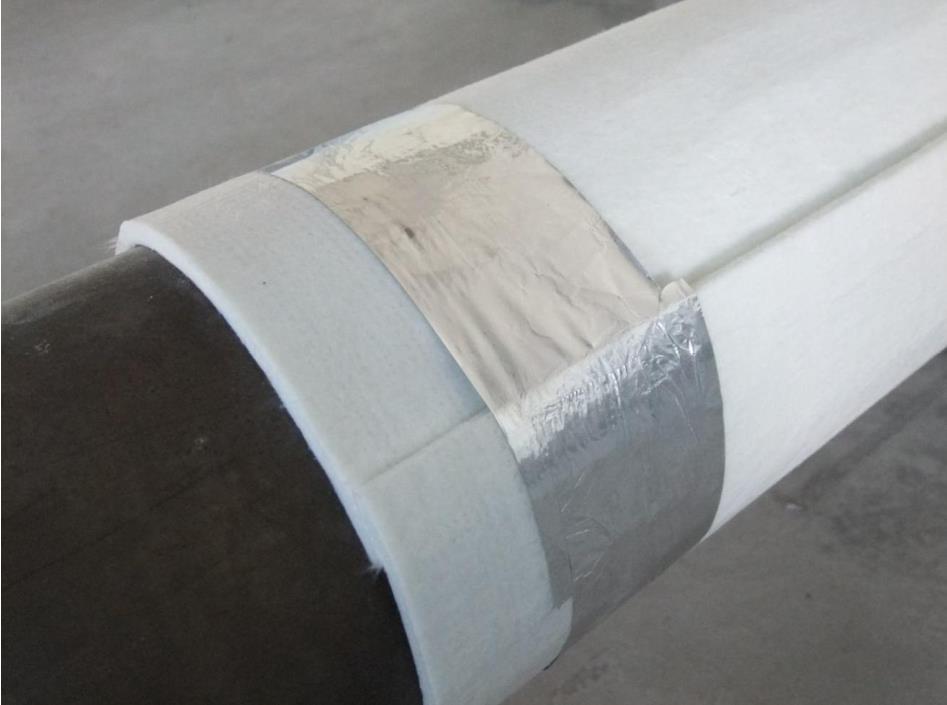
4) 用玻璃丝布通过螺旋缠绕法将材料固定在 管道上,缠绕方向应与材料搭接方向一致,捆扎平整,玻璃丝布搭接尺寸为宽度的 1/2。推荐使用宽度为 10~30cm 的玻璃丝布。

5) 敷设的每段气凝胶绝热毡沿管道方向的搭缝应进行错缝,最后敷设金属保护层。
2.2 管道——双层、多层气凝胶绝热毡的保温施工
1) 双层和多层气凝胶绝热毡施工时应逐层捆扎,采用同层错缝、内外层压缝方式敷设,搭缝位置不得布置在管道垂直中心线45°范围内
2) 通过直接包裹测量的方式分别确定两层的所需长度。材料沿管道方向的搭接尺寸为10~20mm。
3) 将裁剪好的气凝胶绝热毡紧贴管道敷设,先将起始端用镀锌铁丝(Φ0.5mm 或Φ1mm)或高温胶带固定住,再将气凝胶绝热毡另一端以同样方法固定在管道上。
4) 用玻璃丝布通过螺旋缠绕法将材料固定在 管道上,缠绕方向应与材料搭接方向一致,捆扎平整,玻璃丝布搭接尺寸为宽度的 1/2。推荐使用宽度为 10~30cm 的玻璃丝布。
5) 相邻两层的环向接缝应错位气凝胶绝热毡宽度的 1/2 进行捆扎。最后敷设金属保护层。
附注:当管道表面温度较高时,可在温度符合要求(280℃≤T<550℃)的管道表面及气凝胶绝热毡表面敷设一层铝箔,反射热辐射。
2.3 45°和 90°弯头的保温施工
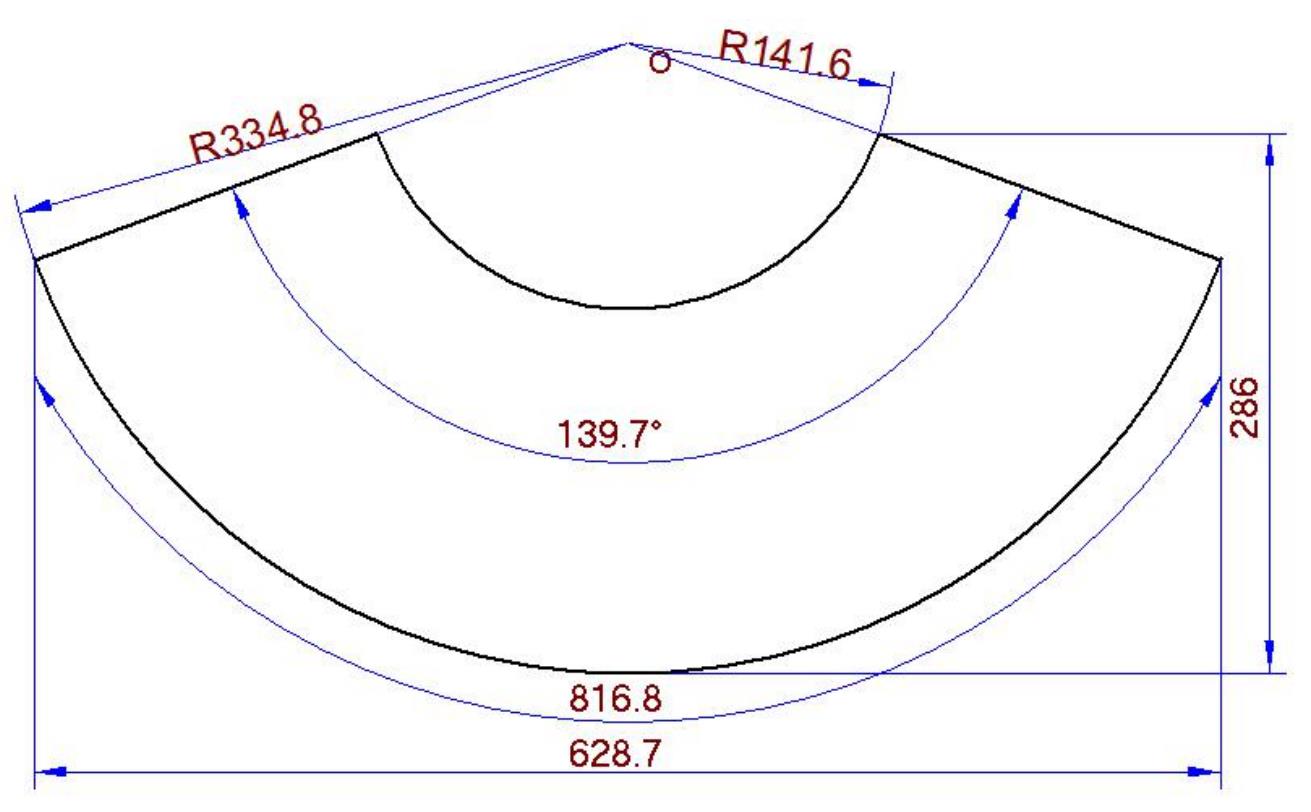
对于 45°和 90°弯头的绝热施工,可通过钣金展开放样的方法将气凝胶绝热毡加工成弧形的多节弯形(虾米腰)敷设。
1) 通过直接包裹测量的方式确定各层气凝胶绝热毡的长度。然后将加工好的虾米腰的中心线紧贴弯头的外径,从弯头切线处开始施工,先将第一节虾米腰用镀锌铁丝或玻璃丝布固定,然后再逐节固定下去。
2) 双层或多层绝热层施工时,内外层应压缝敷设,逐层捆扎固定。最后敷设金属保护层。

3) 钣金展开的敷设节数建议按下列表格选取。
90°弯头的推荐敷设节数
DN15~DN25:4 节
DN25~DN50:5 节
DN50~DN90:7 节
DN90~DN250:9 节
DN250~DN600:11 节
45°弯头的推荐敷设节数
DN15~DN25:3 节
DN25~DN50:3 节
DN50~DN90:4 节
DN90~DN250:5 节
DN250~DN600:6 节
2.4 阀门、法兰、人孔的保温施工
设备或管道上的阀门、法兰和人孔等经常拆卸和检修部位的保温,宜用可拆卸式的保温套结构。保温套里层用气凝胶绝热毡贴覆,外层敷设保护层。保温套所敷设材料厚度应与设备或管道保温层厚度一致。
2.4.1 阀门
阀门的保温套结构宜为上方下半圆形式或制作成与阀门形状相匹配的外型。保温套外层可采用金属、玻璃钢、特种纤维布等材质做为保护层。阀门保温套两端与管道保温外保护层的搭接长度应等于管道保温的施工厚度。


2.4.2 法兰、人孔
法兰的保温套结构应为圆柱形,由两半组成,尺寸稍大,保温套外层可采用金属、玻璃钢、特种纤维布等材质做为保护层。法兰保温套两端与管道保温外保护层的搭接长度应等于管道保温的施工厚度。
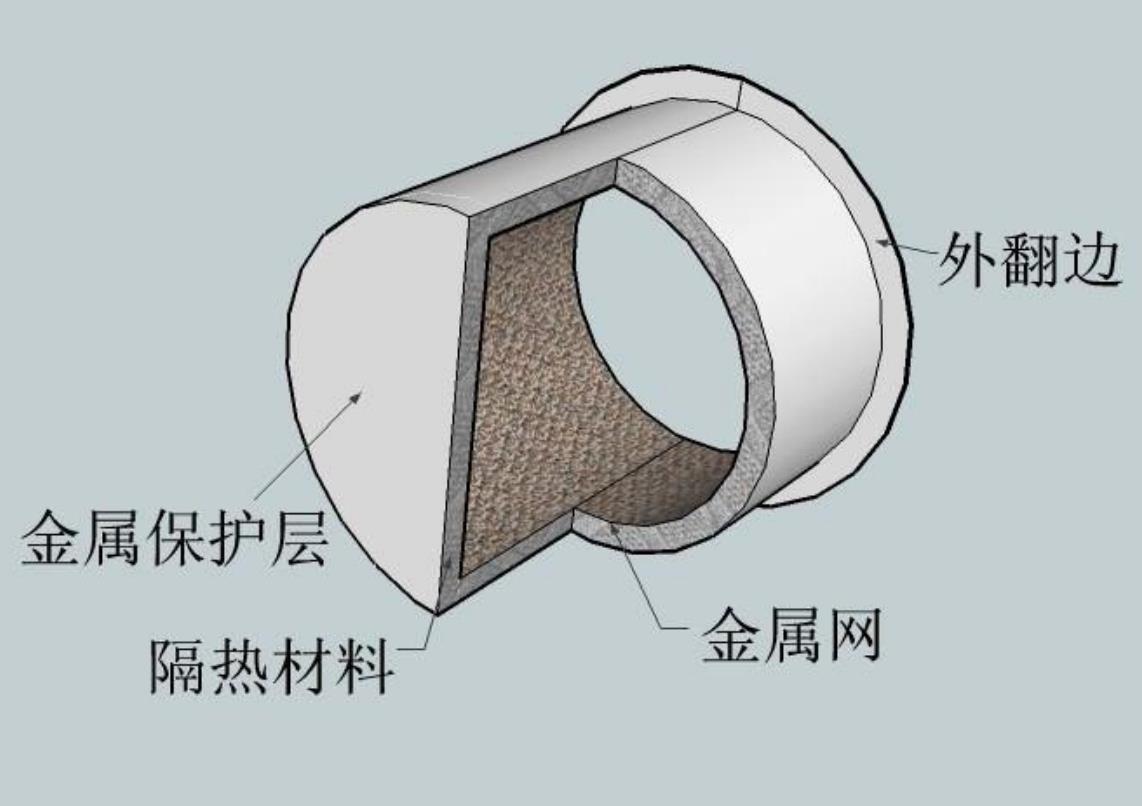
人孔的保温套结构如图下所示,一端封口,与设备相连一端不封口,下料成马鞍形,向外翻遍12~15mm,应使用金属做为保护层。保温套与设备相连一端采用自攻螺钉固定在设备的金属保护层外,接缝处用密封剂密封。人孔保温套两端与设备保温外保护层的搭接长度应不小于设备保温的施工厚度。


2.5 管道附件的保温施工
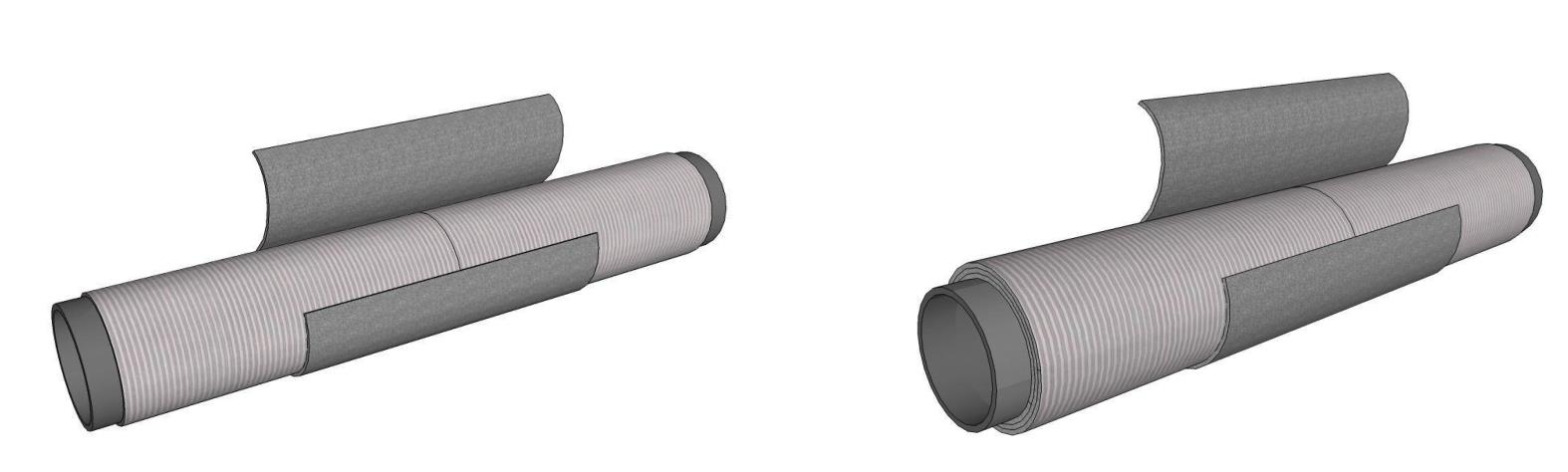
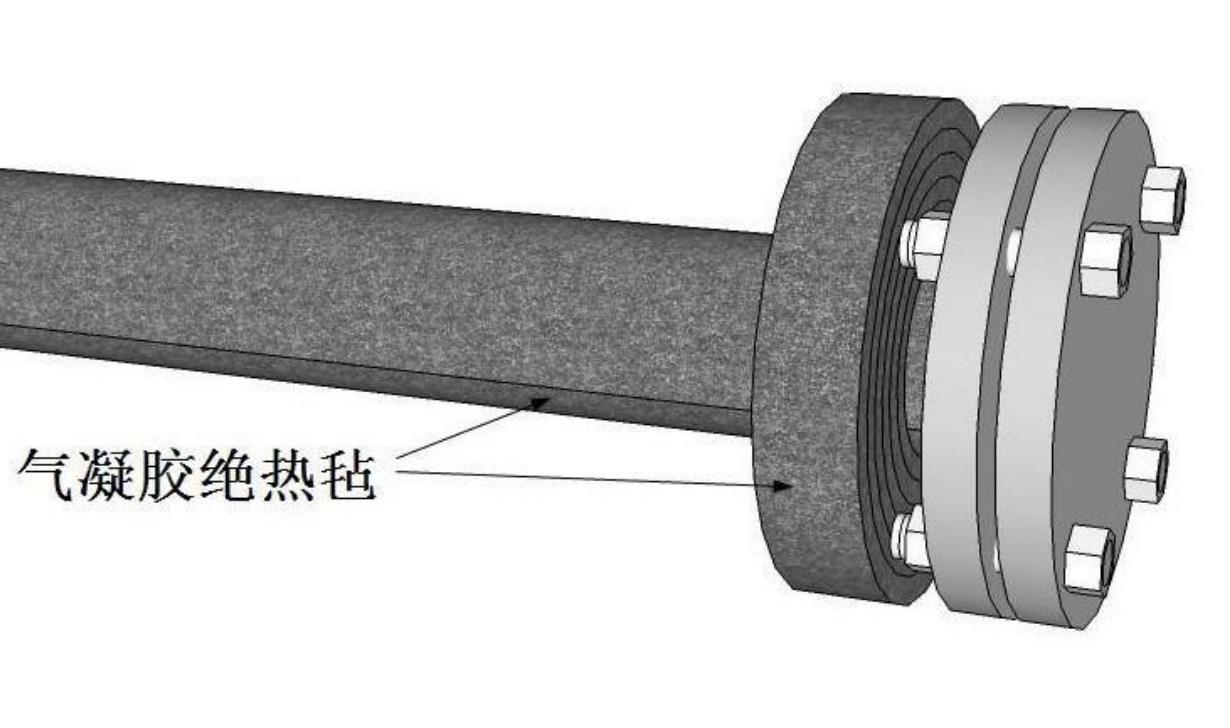
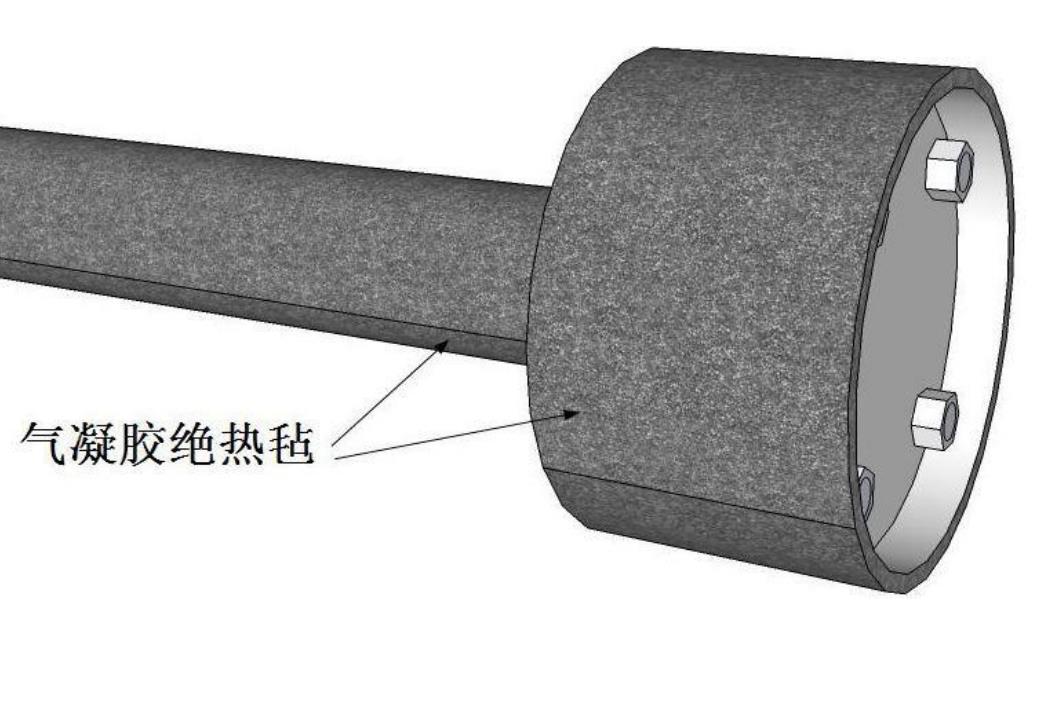
2.5.1 管道端部
管道末端为焊接式时,使敷设材料超出管道末端的长度大约等于管道保温所需厚度。将气凝胶绝热毡裁剪成管径大小的圆片,把这些圆片填补到管道末端,达到保温所需厚度即可,最后再敷设金属保护层。管道末端为盲板密封时,可使用图下所示方法敷设,也可使用可拆卸保温套的方式敷设。
2.5.2 支座、吊耳、支吊架
将气凝胶绝热毡裁剪成宽度、长度合适的长条,把裁切好的材料缠绕于需要保温的附件上,缠至保温所需厚度,使用镀锌铁丝或玻璃丝布捆扎固定,最后敷设金属保护层。
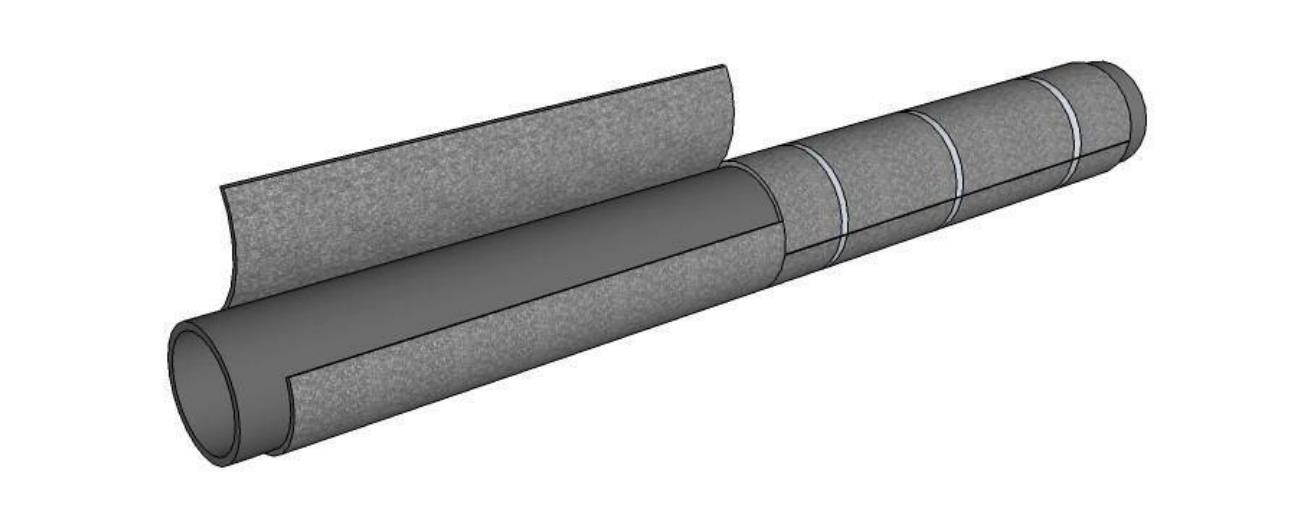
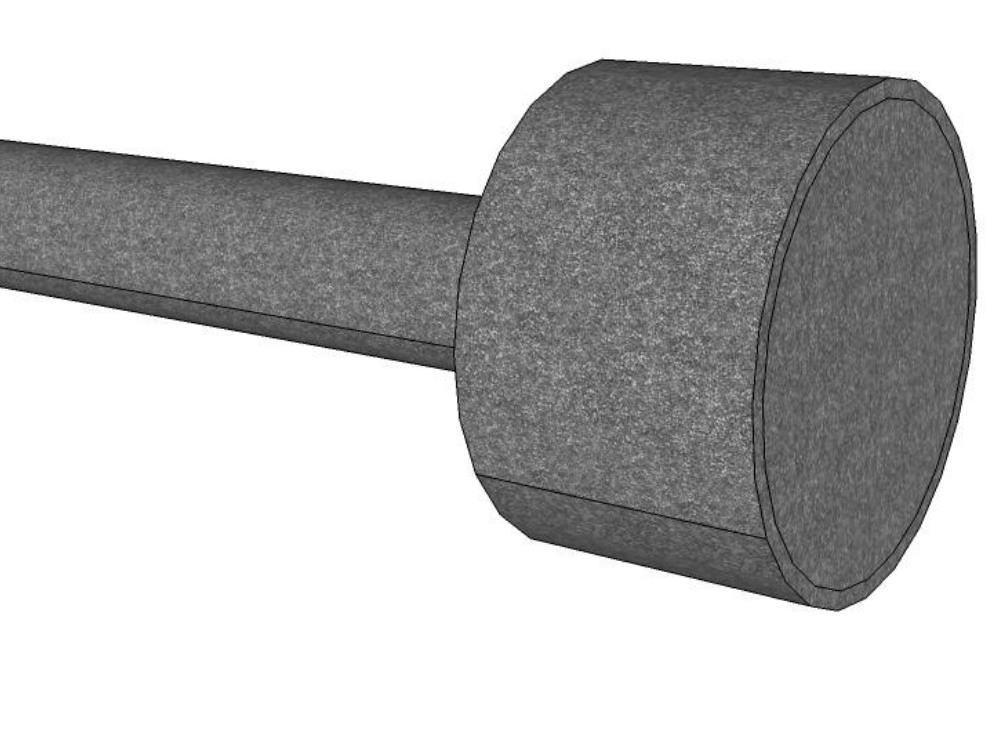
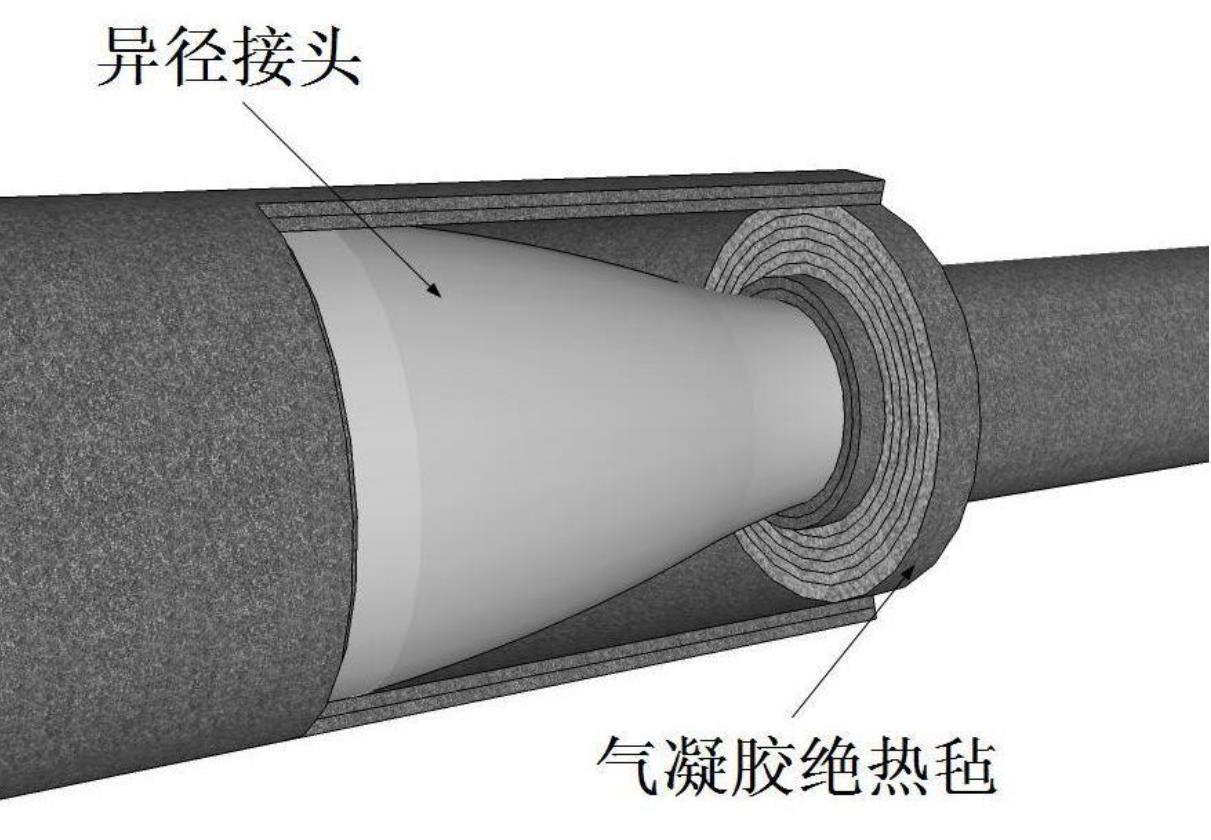
2.5.3 异径接头
当异径接头的大端直径与小端管道敷设好气凝胶绝热毡后的直径差值大于等于 100mm 时,可按钣金展开的方式裁切出合适尺寸的气凝胶绝热毡包裹敷设,先使用镀锌铁丝捆扎固定,再使用玻璃丝布缠绕捆扎;当异径接头的大端直径与小端管道敷设好气凝胶绝热毡后的直 径差值小于 100mm 时,可按图下所示方法敷设。敷设多层气凝胶绝热毡时,相邻两层应压缝敷设、逐层捆扎。
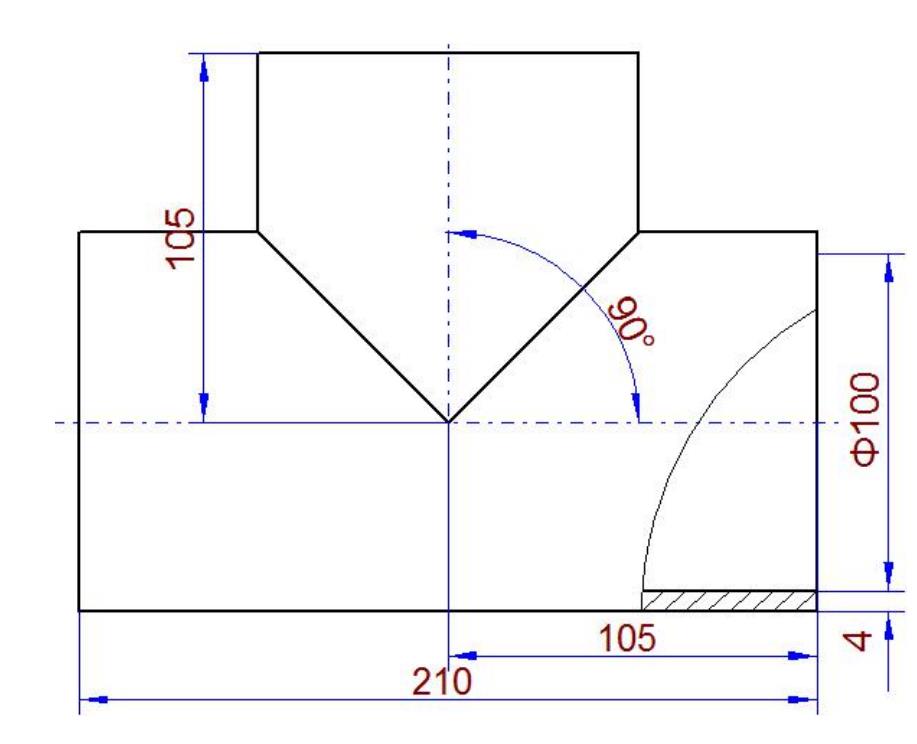
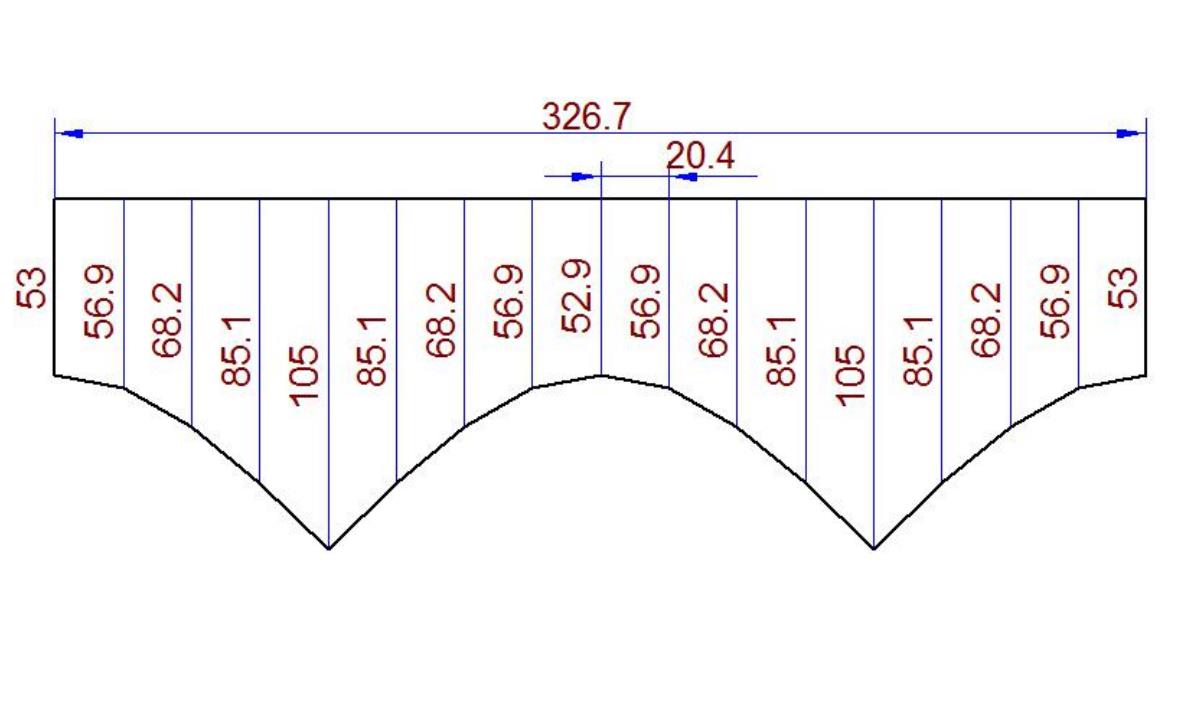
2.5.4 三通
根据三通的尺寸,按钣金展开的方式裁剪出合适尺寸的气凝胶绝热毡,包裹敷设,使用镀锌铁丝捆扎。敷设多层气凝胶绝热毡时,相邻两层应压缝敷设、逐层捆扎。
2.6 设备的保温施工
储罐和容器等设备的规格及形状多种多样,因此这部分的内容可作为施工时的参考,具体的施
工工艺还应根据工程的实际情况进行适当调整。
2.6.1 设备柱体部分
- 根据储罐和设备的尺寸将气凝胶绝热毡裁剪成所需的长度。对于小的储罐和容器(直径小于2m),建议采用整圈逐层包敷的方式。对于大的储罐或设备,应将气凝胶绝热毡裁剪成易在工作区操作的长度。
- 气凝胶绝热毡的起始边使用保温钉固定(保温钉可预先焊接或使用自粘型保温钉)。然后将材料沿储罐或容器的圆周缠紧。如无法使用保温钉,也可用弹性扎带预先固定。立式储罐和设备还应设置相应的支持圈。
- 将材料缠绕的末端穿过保温钉(预先焊接或粘结),保温钉弯折 90°固定。
- 使用镀锌铁丝或钢带绕过储罐和设备并扎紧。如敷设多层气凝胶绝热毡,应逐层设置保温钉并捆扎,同层错缝,内外层压缝。
- 对于设备铭牌、观察孔,将其周围的绝热层切割成相应形状,以免覆盖设备铭牌或开口。
- 最后敷设金属保护层。

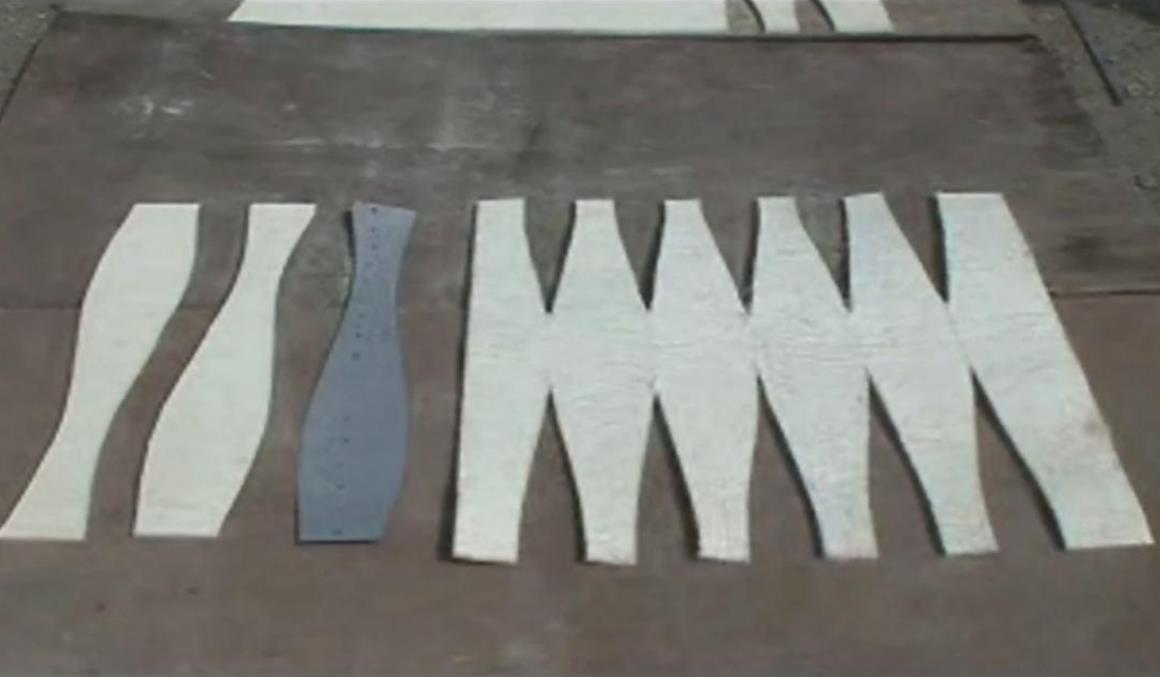
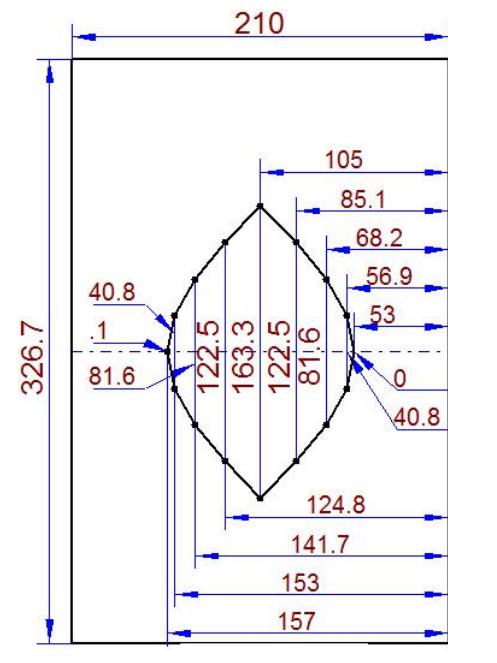
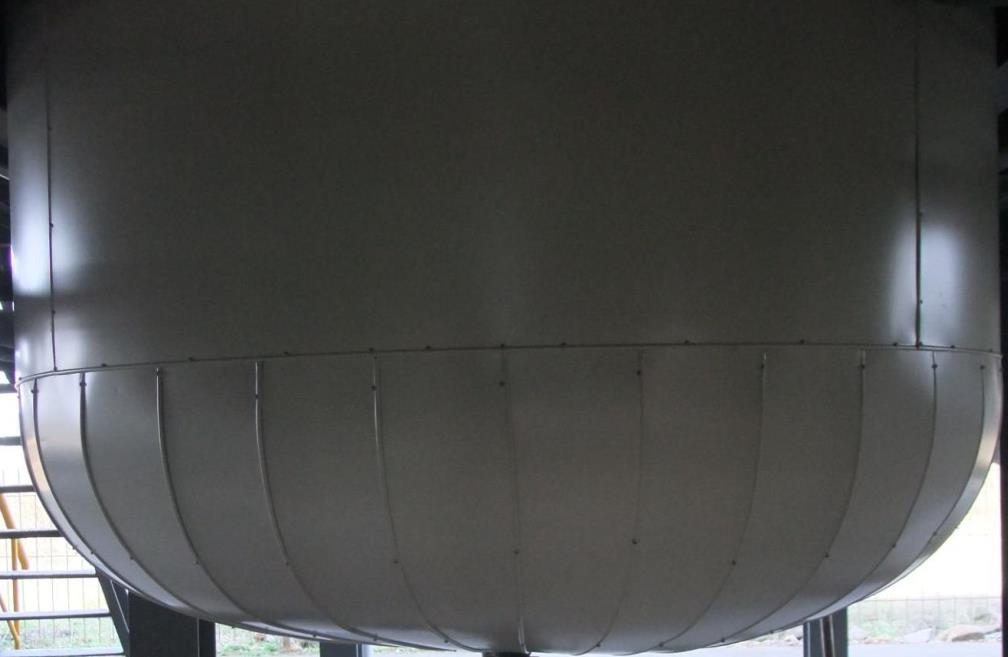
2.6.2 设备封头
封头保温层的施工,可将气凝胶绝热毡按封头尺寸加工成扇形块错缝敷设。
- 测量封头和柱体切线到封头中心的距离。测得的距离即为气凝胶绝热毡需裁剪成的长度。
- 测量封头切线处的外周长。
- 周长除以扇形块数量来确定所要敷设扇形块的底边宽度。
- 裁剪好所测扇形块。
- 用焊接或粘结的保温钉将气凝胶绝热毡的头部固定在封头的中心位置,用同样的方法将材料的尾部固定在封头的切线位置。
- 如无法使用保温钉,可使用以下方法固定材料:利用活动环和固定环呈辐射型固定,将扇形块一端系在活动环上,另一端系在切点位置的固定环或托架上,并捆扎成敷设形拉条,相应拉条用捆扎条拉紧,扎紧条应与拉条呈“十”字扭结扎紧。
- 当封头绝热层为双层或多层结构时,应分层捆扎或固定,并且内外层压缝敷设。
- 继续将同样大小的扇形气凝胶绝热毡包裹在封头处的扇形区,直到包严整个封头。最后还需要将参差不齐的部分修剪整齐。
- 敷设金属保护层。
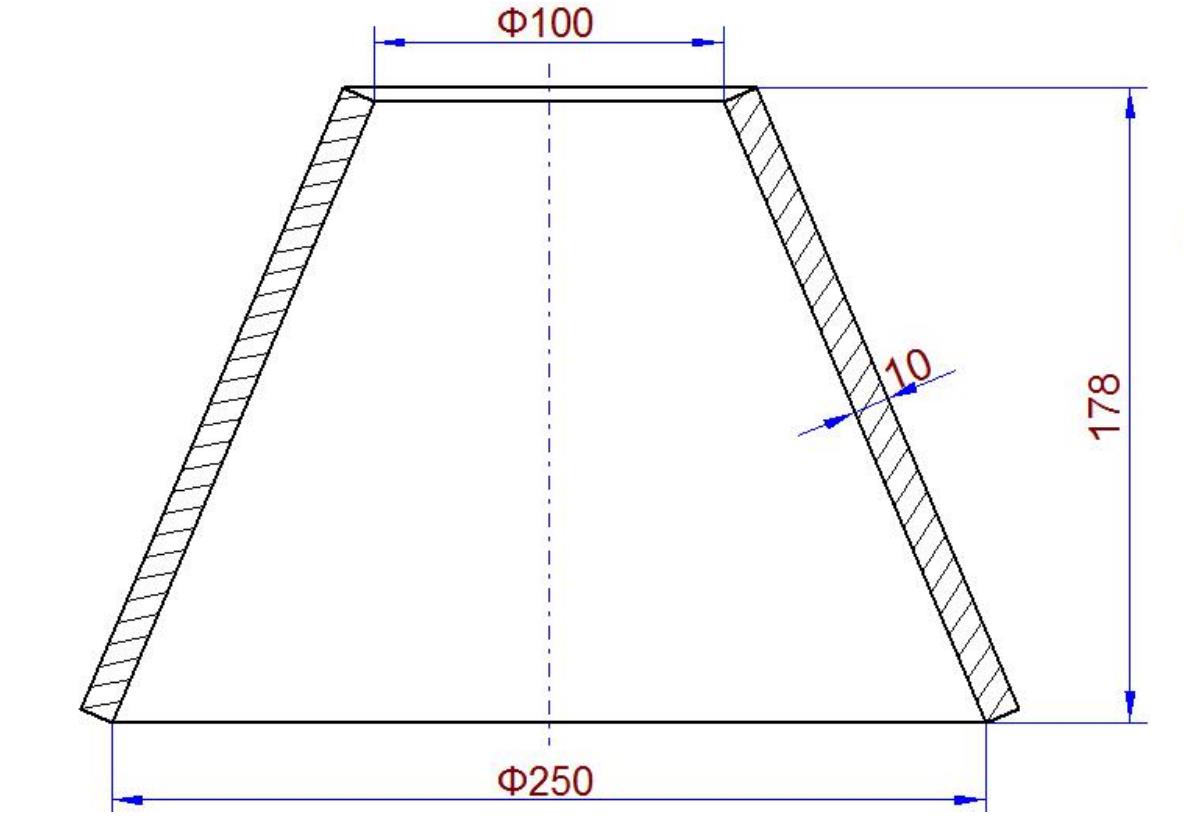
2.6.3 异径设备和锥型封头
- 测定斜面的长度。
- 测定锥型体的顶部周长。用周长除以扇形块数量来确定所要敷设扇形块的上底长。
- 测定锥形体的底部周长。用周长除以扇形块数量来确定所要敷设扇形块的下底长。
- 裁剪好扇形块。
- 用焊接或粘结的保温钉将气凝胶绝热毡的头部固定在封头的中心位置,用同样的方法将材料的尾部固定在封头的切线位置。再使用镀锌铁丝捆扎固定。
- 如无法使用保温钉,可使用以下方法固定材料:可利用固定环呈辐射型固定。在锥形体上下两端用铁丝各设置一固定环,将捆扎铁丝按合适宽度纵向拉连两个固定环并扎紧,沿锥形体长度方向间隔一定距离用铁丝环向扎紧。
- 敷设金属保护层。


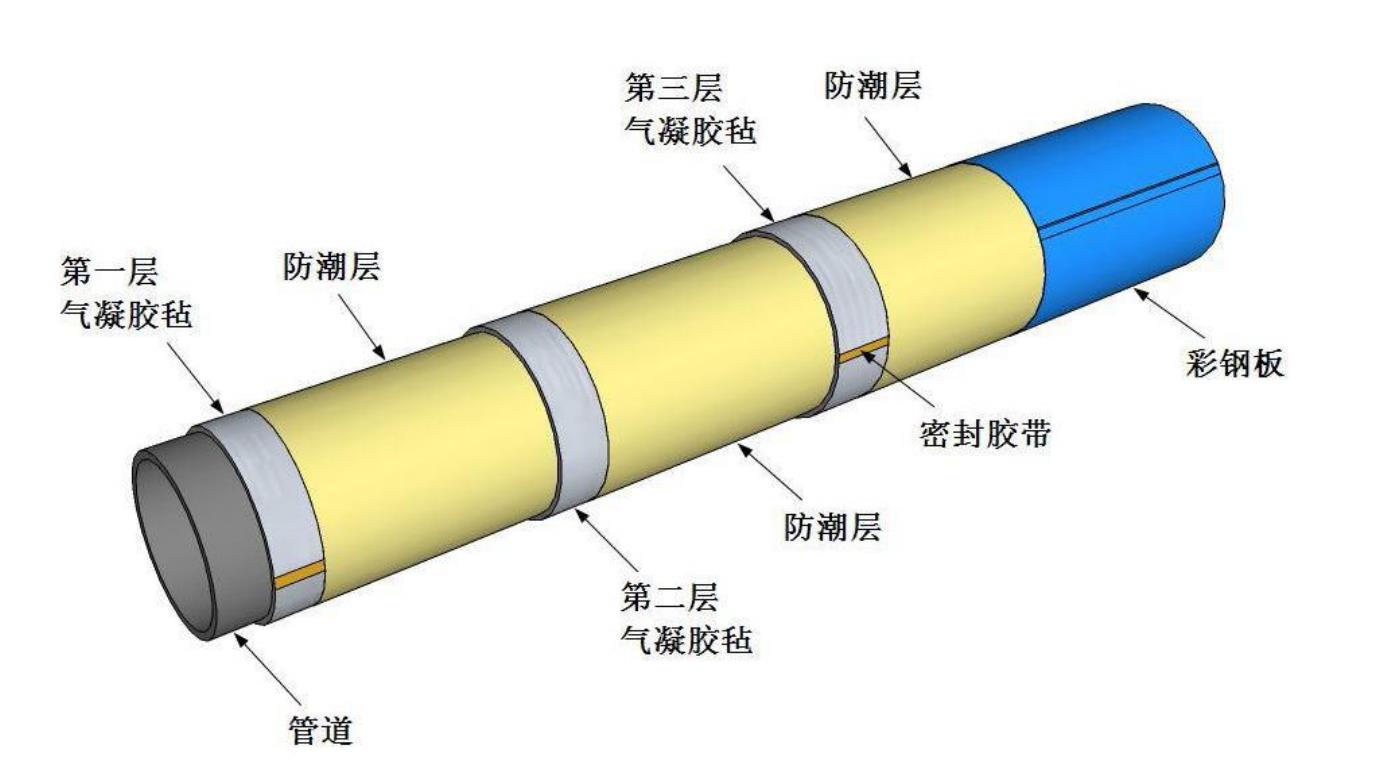
2.7管道和设备的保冷施工
对于低温管道和设备,搭缝位置布置与保温类似,不同的是保冷施工应对接缝处进行密封处理,同时在绝热层外表面设置防潮层,固定方式应采用粘胶带进行固定。即对于单层气凝胶绝热毡的施工,应按绝热层、防潮层、保护层的顺序敷设。对于双层或多层气凝胶绝热毡的施工,应同层错缝、内外层压缝,每层绝热层的外表面敷设一层防潮层,逐层捆扎,最后敷设保护层。对于低温附件、弯头的保冷也应按这种顺序依次敷设。阀门、法兰、人孔等经常拆卸和检修部位的保冷,宜用可拆卸式的保冷套结构。保冷套与设备或管道的固定保冷结构之间必须密封。