

随着电子器件设备的微型化、高性能化和多功能化发展,其在使用过程中产生的热量也越来越多。如何有效散热以提高电子设备的性能、使用寿命和安全性成为亟待解决的问题之一。热界面复合材料能够置于电子设备和散热器之间,减少二者间热阻,从而实现高效传热。近年来,以高分子为基体的热界面材料正获得广泛的关注和使用。
3D Lamellar‑Structured Graphene Aerogels for Thermal Interface Composites with High Through‑Plane Thermal Conductivity and Fracture Toughness
Pengfei Liu, Xiaofeng Li*, Peng Min, Xiyuan Chang, Chao Shu, Yun Ding,Zhong‑Zhen Yu*
Nano-Micro Lett. (2021)13:22 https://doi.org/10.1007/s40820-020-00548-5
本文亮点
1. 通过双向冷冻构筑了片层孔壁堆叠致密且垂直取向的各向异性石墨烯气凝胶。
2. 气凝胶孔壁优异的热传导能力赋予环氧树脂复合材料极高的垂直热导率,在石墨烯含量为2.30 vol.%时,垂直方向热导率高达20.0 W m⁻¹ K⁻¹。
3. 仿生的类贝壳结构有效提高了石墨烯/环氧树脂复合材料的断裂韧性。
随着电子设备的快速发展,散热问题成为亟待解决的问题之一,以高分子为基体的热界面材料正获得广泛的关注和使用。石墨烯有着非常高的本征热导率,是制备高性能热界面复合材料的理想组分之一,然而将其与高分子材料通过简单共混制得的热界面复合材料的热导率不令人满意,石墨烯高本征热导率的优势因界面热阻的存在没有得以充分发挥。预先构筑石墨烯三维网络能够有效降低界面热阻及接触热阻,从而提高石墨烯/高分子复合材料的热导率。然而热导率增强效率与理论值相比仍有较大差距,在填充含量低于5 wt.%的前提下使复合材料垂直方向热导率超过10 W m⁻¹ K⁻¹仍然具有挑战性。
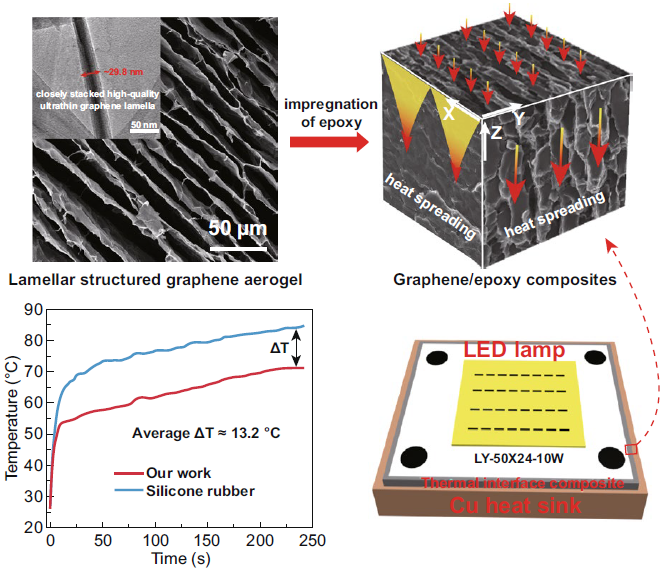
北京化工大学于中振教授李晓锋教授等受具有超高面内热导率的石墨烯薄膜的启发,在本文中以聚酰胺酸盐(PAAS)和氧化石墨烯(GO)为原料,通过组分与结构的双重调控,经双向冷冻、冷冻干燥、亚胺化、碳化以及石墨化处理,构筑了片层状各向异性结构的高品质石墨烯气凝胶,其孔壁可以被看作高导热石墨烯薄膜,具有优异热传导能力。通过与环氧树脂复合制得的石墨烯/环氧树脂复合材料表现出优异导热性能,在石墨烯含量仅为2.30 vol.%时,复合材料的垂直方向热导率就高达20.0 W m⁻¹ K⁻¹。特殊的片层状结构也赋予了复合材料优异断裂韧性,是纯环氧树脂韧性的1.7倍。兼具高导热性能和断裂韧性的石墨烯/环氧树脂复合材料制备方法为研发高性能热界面复合材料提供了新思路。
高品质各向异性石墨烯气凝胶的微观形貌及结构表征
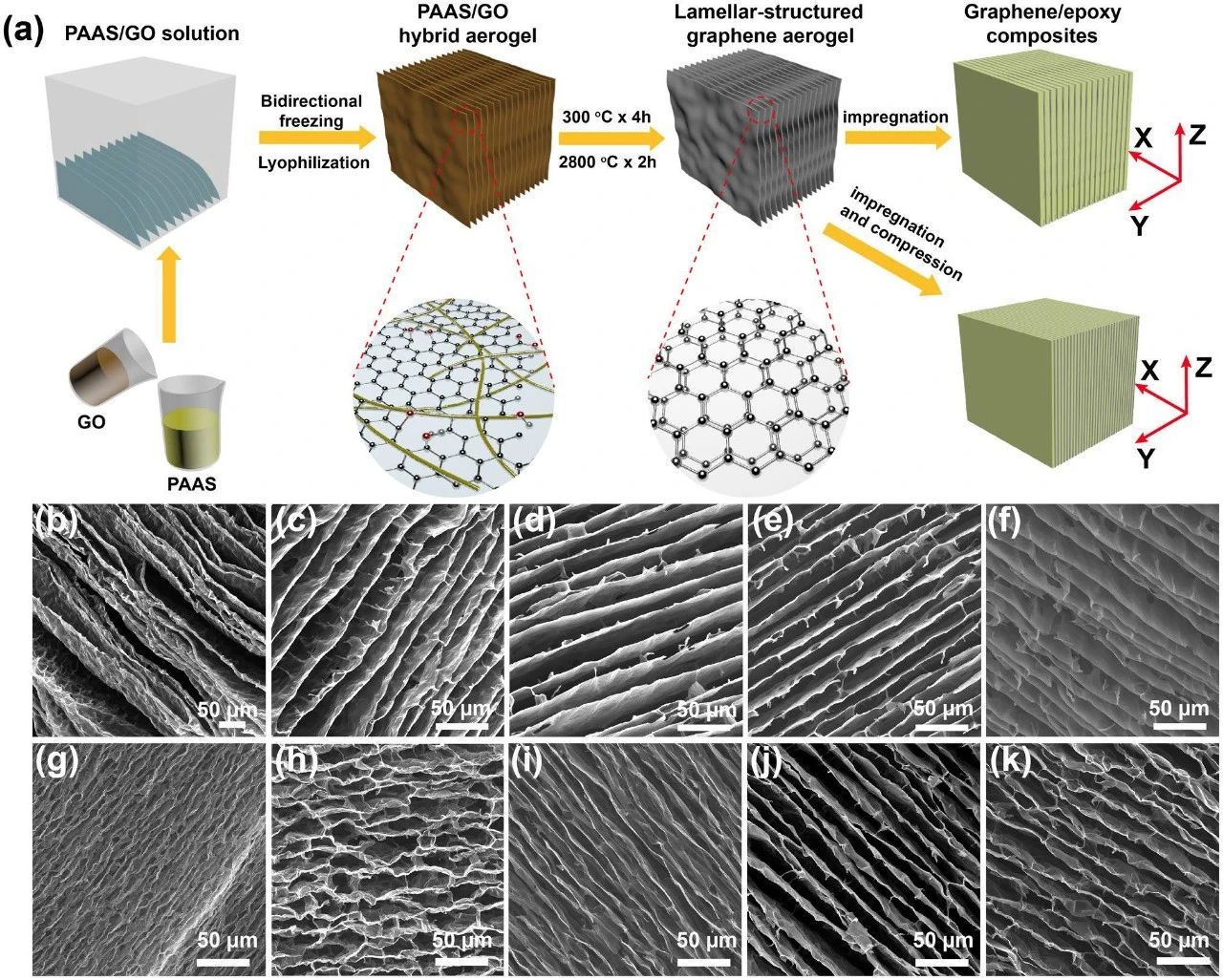
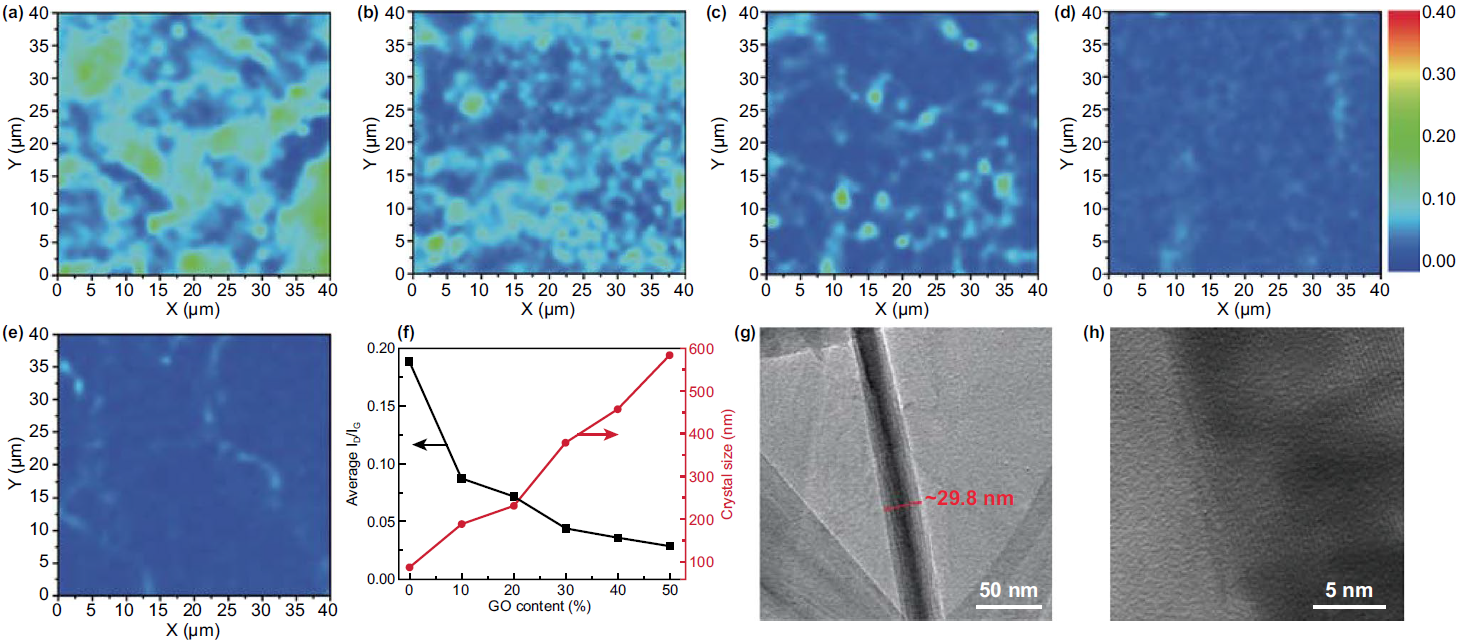
图2. (a-e) P9G1-2800至P5G5-2800的ID/IG面扫图。(f) 气凝胶的平均ID/IG随着GO用量的变化关系图。(g, h) P6G4-2800的TEM图像。
石墨烯/环氧树脂复合材料的导热性能
通过真空辅助浸渍工艺将环氧树脂和固化剂灌入石墨烯气凝胶空隙中,经固化制得复合材料。如图3(a)所示,复合材料的热导率由石墨烯的品质以及含量共同决定。为了突出石墨烯品质对热导率的影响,我们计算了热导率增强系数。如图3(b)所示,热导率增强系数的增加源于气凝胶品质的提升。为了进一步提高石墨烯含量从而提升复合材料的热导率,我们在环氧树脂固化前沿着垂直于气凝胶片层取向的方向对其进行可控压缩,当压缩70%后,石墨烯的填充含量升至4.26 wt.%,复合材料的垂直方向热导率也提高到20.0 W m⁻¹ K⁻¹。在填充含量相似的情况下,是文献报道中的最高值(图3f)。
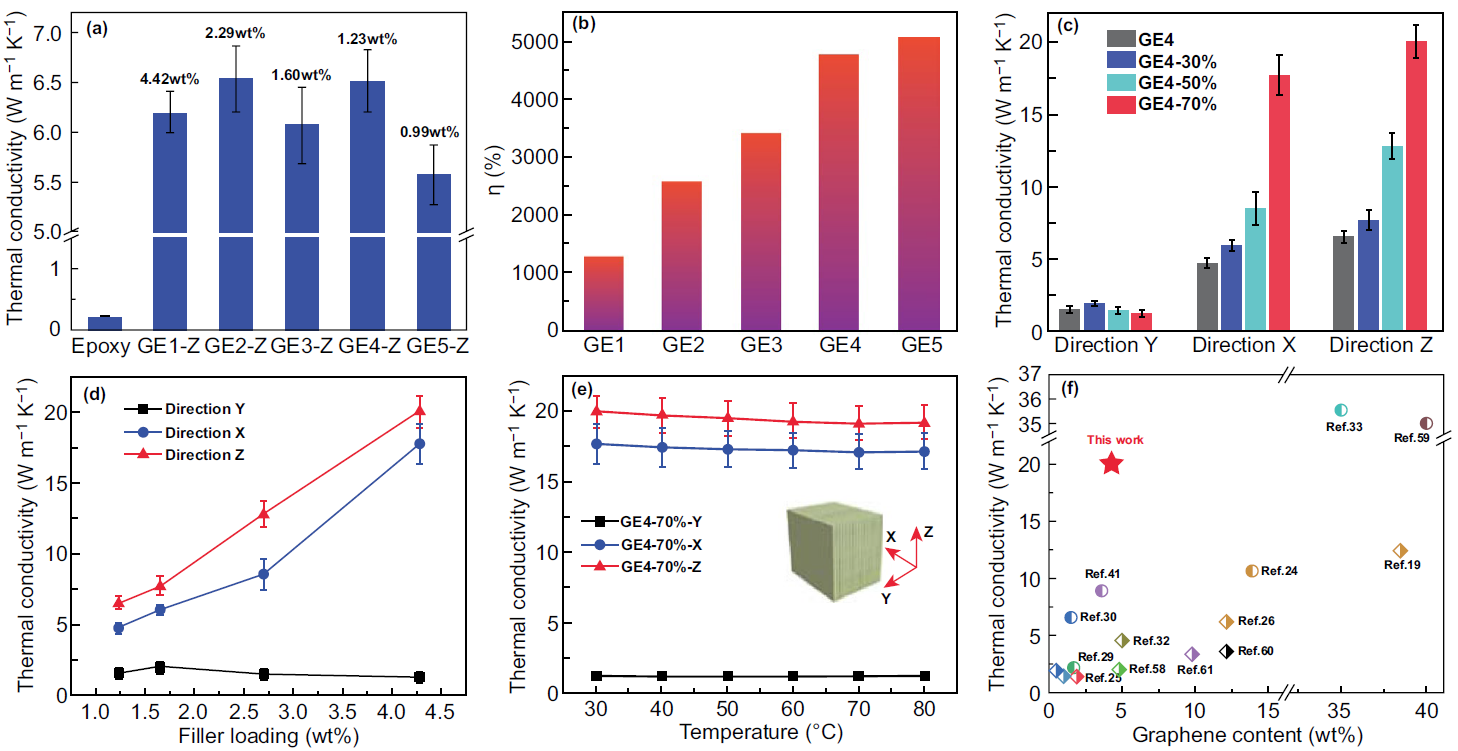
图3. (a) 环氧树脂及其复合材料的热导率;(b) 不同复合材料的热导率增强系数比较;(c) 不同压缩程度后复合材料的热导率变化;(d) 热导率随石墨烯含量变化关系;(e) 热导率随温度变化关系。(f)本文与文献报道的复合材料热导率结果的比较图。
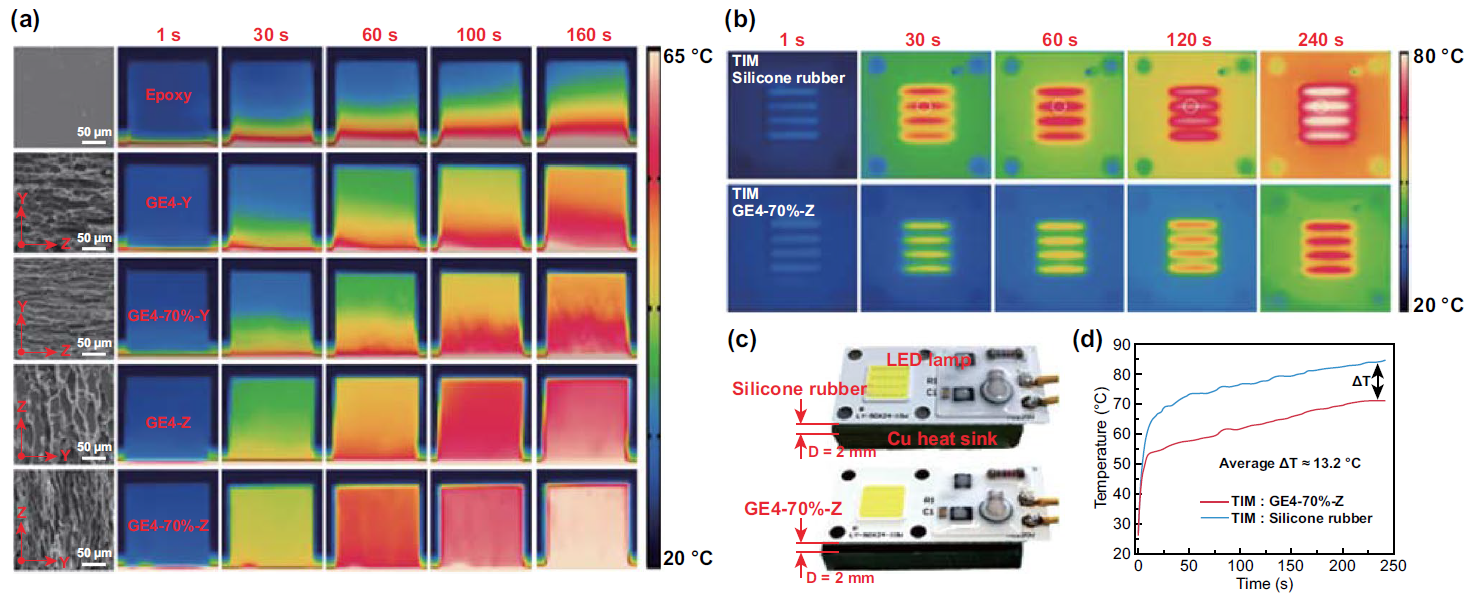
图4. (a) 不同样品置于75 ℃热台上后的样品侧面红外照片图;(b) GE4-70%-Z与导热硅橡胶(热导率为6 W m⁻¹ K⁻¹)分别作为LED热界面材料时,LED灯在工作时的红外照片图;(c) 组装的LED灯的数码照片图;(d) LED灯在使用不同热界面材料时的温度变化图。
石墨烯/环氧树脂复合材料的断裂韧性
除了高垂直热导率,这种片层状石墨烯气凝胶也赋予复合材料仿贝壳结构,这种“砖泥结构”能够有效阻碍裂纹扩展,断裂过程中通过裂纹的偏转、滑移等能够有效耗散能量,从而提高复合材料的断裂韧性(图5d-g)。如图5b所示,环氧树脂的初始断裂韧性仅为0.62 MPa m1/2,而复合材料GE4的初始断裂韧性为0.88 MPa m1/2,有了较大提高。环氧树脂及复合材料的R曲线表明,GE4-70%的最大断裂韧性为1.06 MPa m1/2,是环氧树脂的1.7倍。
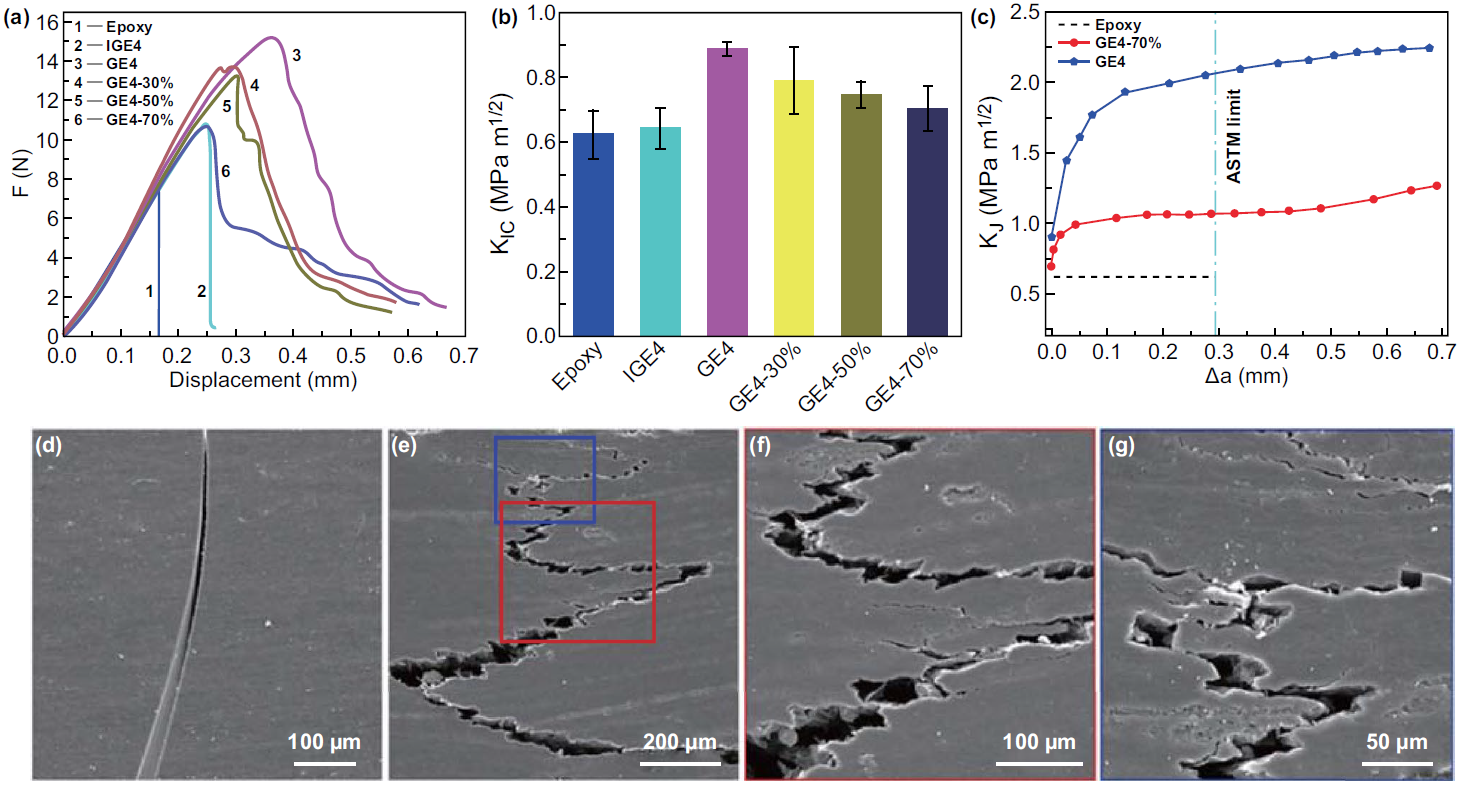
图5. 复合材料断裂韧性测试与表征。(a) 不同样品的力-位移曲线;(b) 不同样品的初始断裂能(KIC);(c) 最大断裂韧性随裂纹扩展的变化曲线;(d-g) 环氧树脂与复合材料裂纹扩展的SEM图像。
